Plakalı Isı Eşanjörü Nasıl Monte Edilir
Endüstriyel plakalı ısı eşanjörüOlağanüstü termal verimliliği örneklendirir ve çeşitli endüstriyel, ticari ve konut ortamlarında önemli bir rol oynar. Kompakt yapıları, iki akışkan arasında önemli bir ısı transferini sağlayan karmaşık bir mekanizmayı gizler. Ancak, bu potansiyeli tam olarak gerçekleştirmek ve maliyetli hataları önlemek için dikkatli montaj ve doğru kurulum şarttır; bunlar, optimum termal performans, dayanıklılık ve çalışma güvenliği elde etmek için hayati önem taşır. Yetersiz prosedürler, düşük verimliliğe, erken bileşen arızalarına ve potansiyel olarak tehlikeli sızıntılara neden olabilir. Bu kılavuz, montaj ve kurulum için en iyi uygulamaların kapsamlı bir incelemesini sunmaktadır.contalı plakalı ısı eşanjörüSisteminizin en başından itibaren maksimum verimlilikte çalışmasını sağlar.
Plakalı Tip Isı Eşanjörünü Anlamak
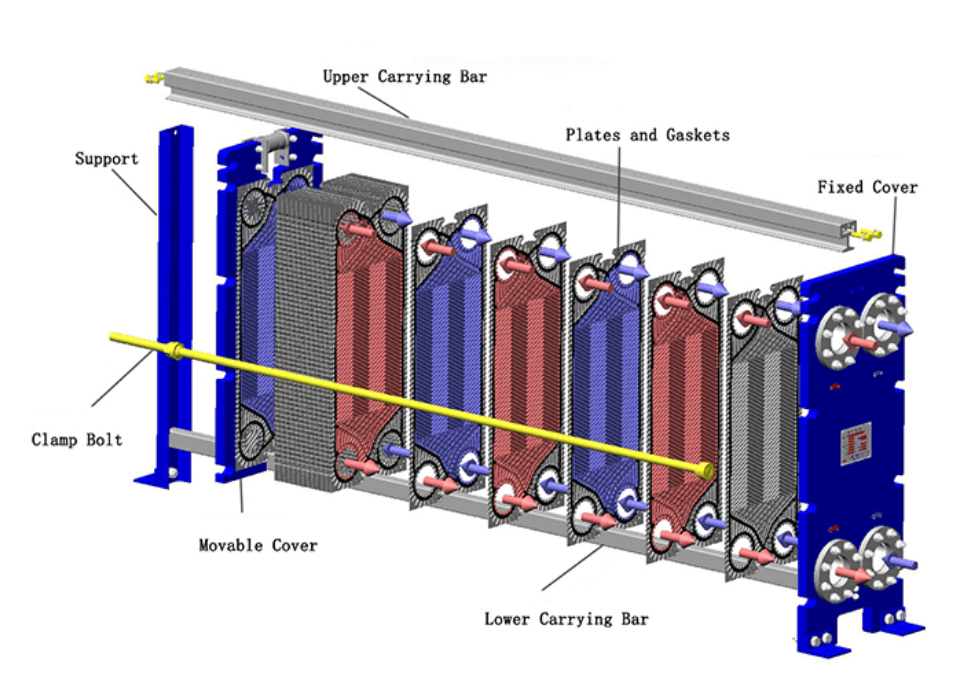
Prosedürleri incelemeden önce, PHE'yi oluşturan bileşenler hakkında temel bir anlayışa sahip olmak çok önemlidir. Tipik bir contalı PHE şunları içerir:
1. Çerçeve Plakası:Eşanjörün sabit ucu, genellikle akışkan bağlantı portlarından bazılarını içerir. Yapısal sabitlemeyi sağlar.
2. Basınç Plakası:Plaka paketini çerçeve plakasına sıkıştıran hareketli uç plakası. Ayrıca bağlantı portları da içerebilir.
3. Isı Transfer Plakaları:İnce,oluklu metal levhalar(genellikle paslanmaz çelik, titanyum veya diğer alaşımlar) türbülansı ve ısı transfer yüzey alanını en üst düzeye çıkarmak için belirli desenlerle (örneğin yaygın şerit deseni) tasarlanmıştır. Bunlar, ısı değişim sürecinin özünü oluşturur.
4. Contalar:Plakalardaki oluklara yerleştirilen elastomerik contalar, iki amaca hizmet eder: kanalları sızdırmaz hale getirerek dışarıya sızıntıyı önler ve iki akışkanın akışını dönüşümlü kanallara yönlendirerek iç karışmayı önler. Yüksek kaliteli contalar hayati önem taşır; seçeneklere göz atın:Contalı Plakalı Isı Eşanjörü.
5. Taşıma Çubuğu:Plakaların ve baskı plakasının ağırlığını taşıyan, hizalamayı sağlayan üst çubuk.
6. Kılavuz Çubuk:Plakaların ve baskı plakasının dikey hizalanmasını sağlayan alt çubuk.
7. Cıvataların Sıkılması:Çerçeve plakası ile baskı plakası arasındaki tüm plaka paketini belirli bir boyuta sıkıştırmak için kullanılan uzun cıvatalar, uygun bir sızdırmazlık sağlar.
8. Destek Sütunu:Özellikle büyük ünitelerde taşıyıcı ve kılavuz çubuklarına yapısal destek sağlar.
Adım Adım Montaj
Bir montajcontalı pheİster yeni ister bakım sonrası olsun, detaylara dikkat edilmesi gerekir. Bu aşamada acele etmek, gelecekte sıklıkla sorunlara yol açar.
1. Hazırlık Çok Önemlidir:
Temizlik:Tüm bileşenlerin, özellikle de ısı eşanjörü plakalarının ve conta oluklarının kusursuz bir şekilde temiz olduğundan ve kalıntı, yağ veya eski yapıştırıcı kalıntılarından arındırılmış olduğundan emin olun. Montaj alanı da temiz olmalıdır.
Denetleme:Her plakayı, conta oluğunda ezik, eğrilik veya hasar açısından dikkatlice inceleyin. Contalarda çatlak, sertleşme, şişme veya elastikiyet kaybı olup olmadığını kontrol edin. Hasarlı bileşenler değiştirilmelidir.
Aletler:Gerekli aletleri toplayın: tork anahtarı, uygun anahtarlar/lokmalar, mezura, yumuşak tokmak (isteğe bağlı), conta yapıştırıcısı (varsa), cıvatalar için yağlayıcı ve eldiven ve koruyucu gözlük gibi kişisel koruyucu ekipman (KKD). Plaka kenarları keskin olabilir.
Belgeleme:Üreticinin montaj çizimini ve teknik özelliklerini hazır bulundurun. Bu, kritik sıkma boyutunu da içerir.
2. Çerçeve ve İlk Kurulum:
Önce Güvenlik:Montaj işlemine başlamadan önce, sağlam eldivenler (plaka kenarları keskin olabilir) ve güvenlik gözlükleri de dahil olmak üzere uygun KKD'yi giydiğinizden emin olun. Taşıma sırasında bileşen ağırlıklarına dikkat edin.
Çerçeve plakasını güvenli bir şekilde yerleştirin:Taşıma ve kılavuz çubuklarının doğru şekilde takıldığından ve hizalandığından emin olun.
3. Tabak Paketi Düzenlemesi:
Oryantasyon:Bu en kritik adımdır.Oluklu levhalarGenellikle dönüşümlü olarak asılacak şekilde tasarlanmıştır (önceki plakaya göre 180 derece döndürülür). Bu, akış kanallarını oluşturur. Plaka düzenine (örneğin, karıştırılıyorsa yüksek teta plakalar ve düşük teta plakalar) dikkat edin ve montaj çizimine göre doğru sırayı sağlayın. Yanlış bir düzenleme, baypaslara, performans düşüklüğüne veya iç sızıntılara yol açar.
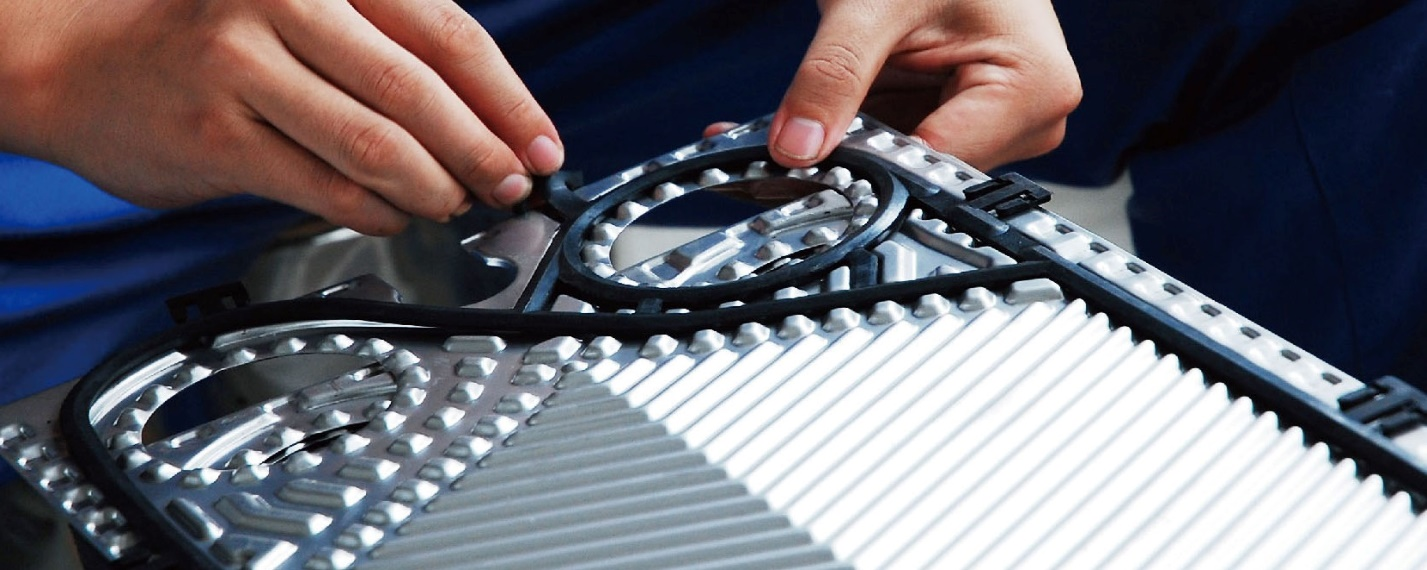
Conta Hizalaması:Her contanın yuvasına doğru şekilde oturduğundan emin olun. Klipsli veya geçmeli contalarda, tüm bağlantı noktalarının birbirine geçtiğinden emin olun. Yapıştırılmış contalarda ise, ısı transfer yüzeyine fazla yapıştırıcı kaçmadan veya akış yolunu engellemeden düzgün bir şekilde yapıştığından emin olun.
Yükleme Plakaları:Plakaları taşıyıcı çubuğa teker teker dikkatlice asın ve kılavuz çubuk aracılığıyla alt kısımda düzgün bir şekilde kayarak hizalandığından emin olun. İlk plaka (başlangıç plakası) çerçeve plakasına, ardından akış plakaları sırayla ve basınç plakasından önceki son plakaya (son plaka) doğru şekilde yerleştirilir. Plaka paketini oluştururken kenarlarını görsel olarak inceleyin; doğru bir montaj, dönüşümlü oluklar nedeniyle genellikle karakteristik bir "petek" deseni sergiler.
4. Conta Montaj Farkları:
Klipsli/Çıtçıtlı:Bunların kurulumu genellikle daha kolaydır.plakalı ısı eşanjöründeki contadoğru şekilde takın ve tüm klipslerin veya tırnakların güvenli bir şekilde oturduğundan emin olarak sıkıca oluğa bastırın.
Yapıştırılmış Contalar:Üreticinin önerdiği yapıştırıcıyı temiz conta oluğuna ince ve eşit bir şekilde uygulayın. Aşırı yapıştırıcı kullanmaktan kaçının. Contayı dikkatlice yerleştirin ve gerilmeden düz bir şekilde oturduğundan emin olun. Yapıştırıcı üreticisinin belirttiği şekilde, hafif bir sıkıştırma altında (örneğin, plakaları bir tahta ve üzerine ağırlık koyarak üst üste koymak) yeterli kürlenme süresi sağlayın.
5. Sıkıştırma ve Sıkma:
Pozisyon Basınç Plakası:Baskı plakasını plaka paketine temas edene kadar çubuklar boyunca kaydırın.
Sıkma Cıvatalarını Takın:Yağlanmış sıkma cıvatalarını takın. Somunları elle sıkmaya başlayın.
Sistematik Sıkılaştırma:Plakalara zarar vermemek veya baskı plakasının eğilmesini önlemek için bu işlem eşit şekilde yapılmalıdır. Cıvataları çapraz veya "yıldız" şeklinde kademeli olarak sıkın (örneğin, sol üst, sağ alt, sağ üst, sol alt). Bir tork anahtarı kullanın veya şasi plakası ile baskı plakasının iç yüzeyleri arasındaki mesafeyi ölçerek sıkın.
Boşluğu Ölçün:Sabit çerçeve plakası ile hareketli baskı plakası arasındaki boşluk üreticinin belirttiği değere (örneğin, X mm ± Y mm) ulaşana kadar cıvataları çapraz (yıldız) bir düzende eşit şekilde sıkmaya devam edin. Plakaların paralel ve eşit şekilde sıkıştırılmış olduğundan emin olmak için, özellikle her cıvatanın yakınında olmak üzere, çerçevenin etrafındaki birden fazla noktadan bu boşluğu ölçün. Hassasiyet için kalınlık mastarı veya cetvel gibi kalibre edilmiş bir ölçüm aleti kullanın. En önemlisi, aşırı sıkmayın. Maksimum sıkıştırmayı aşmak plakaları deforme edebilir, contaları ezebilir ve çelişkili bir şekilde sızıntılara neden olabilir. Tersine, yetersiz sıkma anında sızıntılara neden olur.
6. Son Montaj Kontrolleri:
Sabit çerçeve plakası ile hareketli baskı plakası arasındaki boşluğun doğru ve düzgün olduğunu doğrulayın.
Plaka paketi kenarlarını doğru hizalama açısından tekrar görsel olarak inceleyin.
Tüm cıvataların düzgün şekilde sabitlendiğini kontrol edin.
Plakalı Isı Eşanjörü Nasıl Kurulur?
Bir kez monte edildiğinde,PHEdaha geniş sistem içerisinde doğru bir kuruluma ihtiyaç duyar.
1. Saha Hazırlığı:
Temel:Eşanjörün dolu ağırlığını taşıyabilecek sağlam ve düz bir temel sağlayın.
Gümrükleme:Ünitenin etrafında çalıştırma, inceleme ve gelecekteki bakım (plaka çıkarma veya temizleme gibi) için yeterli alan bırakın. Genel bir kural olarak, cıvata çıkarma ve plaka paketine erişim için ünitenin uzunluğuna eşit boş alan bırakın.
Çevre:Mümkünse üniteyi fiziksel hasarlardan, aşırı titreşimden ve aşındırıcı atmosferlerden koruyun. Özellikle kritik uygulamalar veya sızıntının çevredeki ekipmanlara zarar verebileceği durumlar için, ünitenin altına bir damlama tepsisi yerleştirmeyi düşünün.
2. Kaldırma ve Konumlandırma:
· Uygun kaldırma ekipmanlarını (kayışlar, vinçler) kullanın ve kaldırma noktaları için üreticinin talimatlarını izleyin (genellikle çerçeve üzerinde belirtilir veya özel cıvatalar kullanılır). Asla bağlantı noktalarından tutarak kaldırmayın.
·Üniteyi dikkatlice temeline indirin ve düz kaldığından emin olun. Tasarım gerektiriyorsa sabitleyin.

3. Boru Bağlantıları:
·Uyum:Bağlantı borularının PHE nozullarıyla mükemmel bir şekilde hizalandığından emin olun. Boruları hizalamaya zorlamayın, çünkü bu, eşanjör çerçevesi ve bağlantılarına baskı uygulayarak olası sızıntılara veya hasara yol açabilir. Isıl genleşme ve titreşimi karşılamak için gerektiğinde genleşme derzleri veya esnek konektörler kullanın.
·Bağlantı Türleri:
··Flanşlı:Uygun conta kullanın (kauçuk astarlıysa genellikle PHE astarı tarafından sağlanır, aksi takdirde sıvıyla uyumlu ayrı flanş contaları kullanın). Flanş cıvatalarını çaprazlama şekilde eşit şekilde sıkın. Özellikle dişli çerçeve plakası bağlantılarında aşırı sıkmayın.
··Konulu:Uygun sızdırmazlık maddesi veya bant kullanın. PHE bağlantısının kendisine tork iletilmesini ve iç contalara zarar vermesini önlemek için, biri PHE bağlantısını sıkıca tutmak, diğeri de eşleşen parçayı sıkmak için iki anahtar kullanın.
·Akış Yönü:Boruları belirtilen akış konfigürasyonuna göre bağlayın (örneğin, optimum verimlilik için ters akış en yaygın olanıdır). Giriş ve çıkış portları genellikle açıkça işaretlenmiştir.
·Destek:Bağlantı borularının tamamını bağımsız olarak destekleyerek, ağırlığının ısı değiştiriciye binmesini önleyin.
4. Yardımcı Ekipmanlar:
·Bakım için tüm giriş ve çıkış portlarına izolasyon vanaları takın.
· Dar levha kanallarını partikül kirlenmesinden korumak için PHE girişlerinin öncesine süzgeç takılması düşünülebilir.
· Giriş ve çıkışlarda basınç göstergeleri ve sıcaklık sensörleri performansın izlenmesi için olmazsa olmazdır.
·Çalıştırma sırasında havanın boşaltılmasını kolaylaştırmak için yüksek noktalara havalandırma delikleri takın.
· Sistem basınçları PHE'nin tasarım sınırlarını aşabiliyorsa, emniyet tahliye vanalarının doğru şekilde takıldığından emin olun.
5. Sızıntı Testi (Hidrostatik Test):
Proses sıvılarını eklemeden önce hidrostatik bir test gerçekleştirin. Eşanjörün bir tarafını yavaşça suyla doldurun ve havayı boşaltın. Basıncı kademeli olarak belirtilen test basıncına yükseltin (genellikle maksimum çalışma basıncının 1,3 ila 1,5 katı, ancak her zaman üretici özelliklerine bakın). Basıncı belirli bir süre (örneğin 30 dakika) koruyun ve contalardan, bağlantılardan veya çerçeveden herhangi bir dış sızıntı olup olmadığını iyice inceleyin. Basıncı boşaltın, boşaltın ve işlemi diğer taraf için tekrarlayın. Tespit edilen sızıntıları giderin (genellikle tolerans dahilinde hafif, eşit sıkma veya sorunlar devam ederse contanın yeniden takılması/yeniden monte edilmesi gerekebilir).
6. Yalıtım (Gerekirse):
Uygulama önemli sıcaklık farkları içeriyorsa ve enerji tasarrufu veya personel koruması gerekiyorsa, PHE çerçevesini ve olası bağlantıları yalıtın. Yalıtımın sızıntı deliklerini kapatmadığından veya inceleme erişimini engellemediğinden emin olun.
Kurulum sırasında sorun gidermePlakalı Tip Isı Eşanjörü
·Dış Sızıntılar:Genellikle hasarlı/uyumsuz contalardan veya eşit olmayan sıkmadan kaynaklanır. Paralelliği tekrar kontrol edin; tolerans dahilindeyse hafifçe sıkın. Sorun devam ederse, sökme ve inceleme gerekir.
·İç Sızıntılar (Çapraz Kontaminasyon):Genellikle delikli bir plakadan (korozyon, erozyon, basınç şoku) veya ciddi şekilde hasar görmüş bir contadan kaynaklanır. Sökme, plaka incelemesi (gerekirse boya penetrasyon testi) ve hasarlı bileşenlerin değiştirilmesini gerektirir.
·Azaltılmış Termal Performans/Yüksek Basınç Düşüşü:Genellikle kirlenme (kireçlenme, tortu, biyolojik büyüme), yanlış plaka montajı (baypas) veya tasarımdan önemli ölçüde sapan çalışma koşulları (örneğin, düşük akış hızlarının kötü dağıtıma neden olması) nedeniyle oluşur. Temizlik (CIP veya manuel) sıklıkla gereklidir. Montaj ve çalışma parametrelerini doğrulayın.
·Conta Arızası:Kimyasal uyumsuzluk, aşırı sıcaklık, aşırı sıkıştırma veya basit eskimeden kaynaklanabilir. Doğru conta malzemesi seçimini yapın ve sıkma talimatlarına uyun. Bakım sırasında düzenli kontrol çok önemlidir.
Detay, dayanıklılığın anahtarıdır
Plakalı ısı eşanjörünün montajı ve kurulumu yalnızca mekanik bir işlem değil; sistem verimliliğini, güvenilirliğini ve güvenliğini doğrudan etkileyen önemli mühendislik prosedürleridir. Bu ayrıntılı adımlara uyarak ve olası tehlikeleri anlayarak, plakalı ısı eşanjörünüzün tasarlandığı yüksek performans ve uzun hizmet ömrünü sunmasını sağlayabilirsiniz.
Shanghai Heat Transfer Equipment Co., Ltd. plakalı ısı eşanjörleri ve komple ısı transfer sistemlerinin tasarımı, üretimi, montajı ve servisi konusunda uzmanlaşmıştır.
Daha fazla danışmanlık ve tartışmaya ihtiyacınız varsa lütfen bizimle iletişime geçmekten çekinmeyin.bize Ulaşın.
E-posta:info@shphe.com
WhatsApp / Cep: 86 15201818405



